
第1页 / 共25页
第2页 / 共25页
第3页 / 共25页
第4页 / 共25页
第5页 / 共25页
第6页 / 共25页
第7页 / 共25页
第8页 / 共25页
试读已结束,还剩17页,您可下载完整版后进行离线阅读
浅谈自动生产线加盖单元PLC程序设计研究此内容为付费资源,请付费后查看
黄金会员免费砖石会员免费
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END
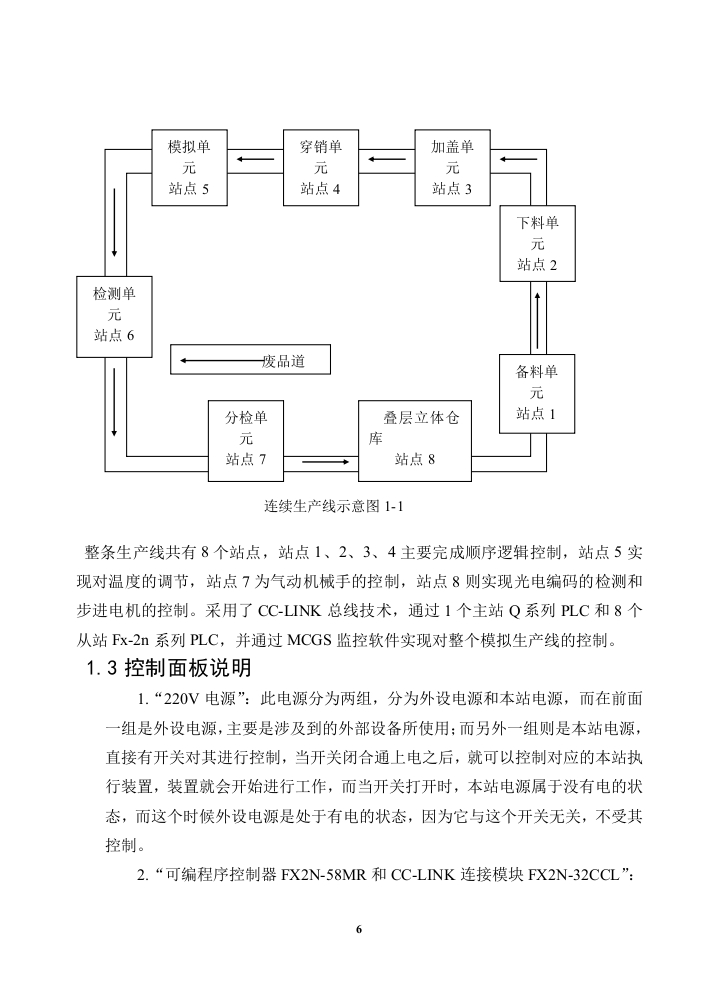
等多方面涵盖在里面。随着时代的发展和社会的进步,现代化工业的发展步伐不断地加快,给学生们提出了许多新的挑战,为了能够增强学生的各项能力,不仅要学习专业的理论知识,提高实践能力也是非常重要的,特别是对于重点建设机电类工程的学生来说,具有很重要的现实意义。在学校期间,学生们大多数接触到的都是单元实验或者是学校组织去校外参加实习,只能用眼睛看各种大型的自动化控制站,不能够亲自动手去操作,学生们的实践能力不能够得到增强,远远没有达到理想的教学效果,而这次的自动化模拟生产线,非常好地解决了这个问题,学生们能够亲自操作,有利于学生们实践能力的提高。在设计该模拟生产线时,采用了MITSUBISHI公司的CC-LNK现场总线控制系统,选用了MITSUBISHⅢ的Q系列PLC作主站、Fx-2系列作从站,配备了相应的编程软件和监控软件。控制系统中包括8个从站点:上料单元、送料单元、加盖单元、穿销单元、模拟单元(温度控制系统)、检测单元、分检单元(气动机械手)、叠层立体仓库。1.2控制系统的组成1.2.1生产线上的工艺过程这条多站点连续生产线上的工艺过程如下:1.上料单元(站点1):这个工作比较简单就是将所准备的工件主体送到下料单元的入口。2.下料单元(站点2):托盘是整个模拟生产过程的载体,托盘经传送带从此站前端开始进入下料仓出口,先得到工件主体,沿传送带向下站运行。3.加盖单元(站点3):托盘带装配主体进入本站后,通过摆臂机构摆动将上盖装在主体中,放行,托盘带装配主体沿传送带向下站运行。4.穿销单元(站点4):托盘带装配主体进入本站后,经直线推动机构,将






暂无评论内容