
第1页 / 共56页
第2页 / 共56页
第3页 / 共56页
第4页 / 共56页
第5页 / 共56页
第6页 / 共56页
第7页 / 共56页
第8页 / 共56页
试读已结束,还剩48页,您可下载完整版后进行离线阅读
双盘冷却器喷水冷却控制系统此内容为付费资源,请付费后查看
黄金会员免费砖石会员免费
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END
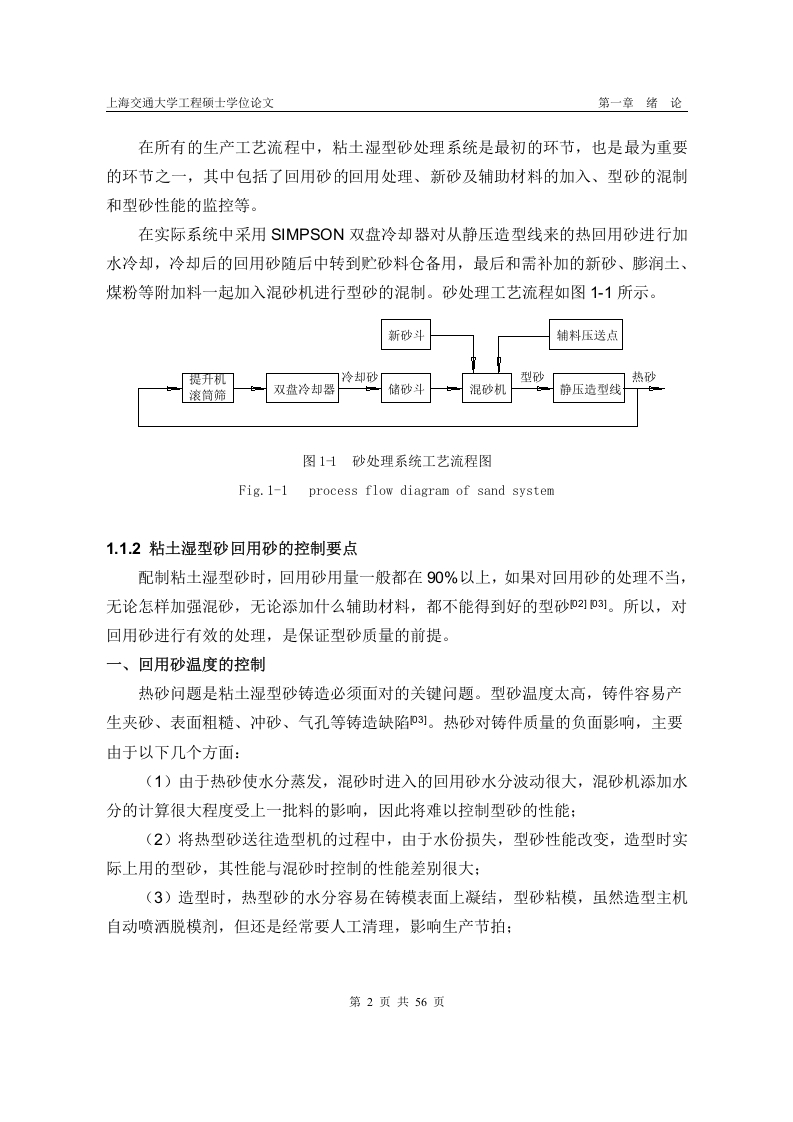
上海交通大学工程硕士学位论文第一章绪论在所有的生产工艺流程中,粘土湿型砂处理系统是最初的环节,也是最为重要的环节之一,其中包括了回用砂的回用处理、新砂及辅助材料的加入、型砂的混制和型砂性能的监控等。在实际系统中采用SIMPSON双盘冷却器对从静压造型线来的热回用砂进行加水冷却,冷却后的回用砂随后中转到贮砂料仓备用,最后和需补加的新砂、膨润土、煤粉等附加料一起加入混砂机进行型砂的混制。砂处理工艺流程如图11所示。新砂斗辅料压送点提升机冷却砂型砂热砂滚筒筛双盘冷却器储砂斗混砂机静压造型线图11砂处理系统工艺流程图Fig.1-1process flow diagram of sand system1.1.2粘土湿型砂回用砂的控制要点配制粘土湿型砂时,回用砂用量一般都在90%以上,如果对回用砂的处理不当,无论怎样加强混砂,无论添加什么辅助材料,都不能得到好的型砂2]31。所以,对回用砂进行有效的处理,是保证型砂质量的前提。一、回用砂温度的控制热砂问题是粘土湿型砂铸造必须面对的关键问题。型砂温度太高,铸件容易产生夹砂、表面粗糙、冲砂、气孔等铸造缺陷3]。热砂对铸件质量的负面影响,主要由于以下几个方面:(1)由于热砂使水分蒸发,混砂时进入的回用砂水分波动很大,混砂机添加水分的计算很大程度受上一批料的影响,因此将难以控制型砂的性能:(2)将热型砂送往造型机的过程中,由于水份损失,型砂性能改变,造型时实际上用的型砂,其性能与混砂时控制的性能差别很大:(3)造型时,热型砂的水分容易在铸模表面上凝结,型砂粘模,虽然造型主机自动喷洒脱模剂,但还是经常要人工清理,影响生产节拍:第2页共56页





暂无评论内容