主要内容
预览文档 文档类型:本科毕业论文,适用于机械设计制造及其自动化、风电装备制造、轴承工艺设计等相关专业学生及工程技术人员。
文档可解决的实际问题:针对非标风电变桨轴承加工难度大、技术要求高的痛点,提供内外圈热处理与防腐工艺的具体参数与优化方案,为同类轴承国产化设计与制造提供工艺参考。
随着中国风电行业的高速发展,风力发电设备对轴承性能的要求显著提升。风电变桨轴承工作环境恶劣,维修成本高昂,且对使用寿命有极高要求,其技术复杂度使其成为风电装备国产化中难度最大的部件之一。经过行业持续的技术攻关与规模化发展,中国风电轴承在产品质量与技术层面已取得突破性进展。
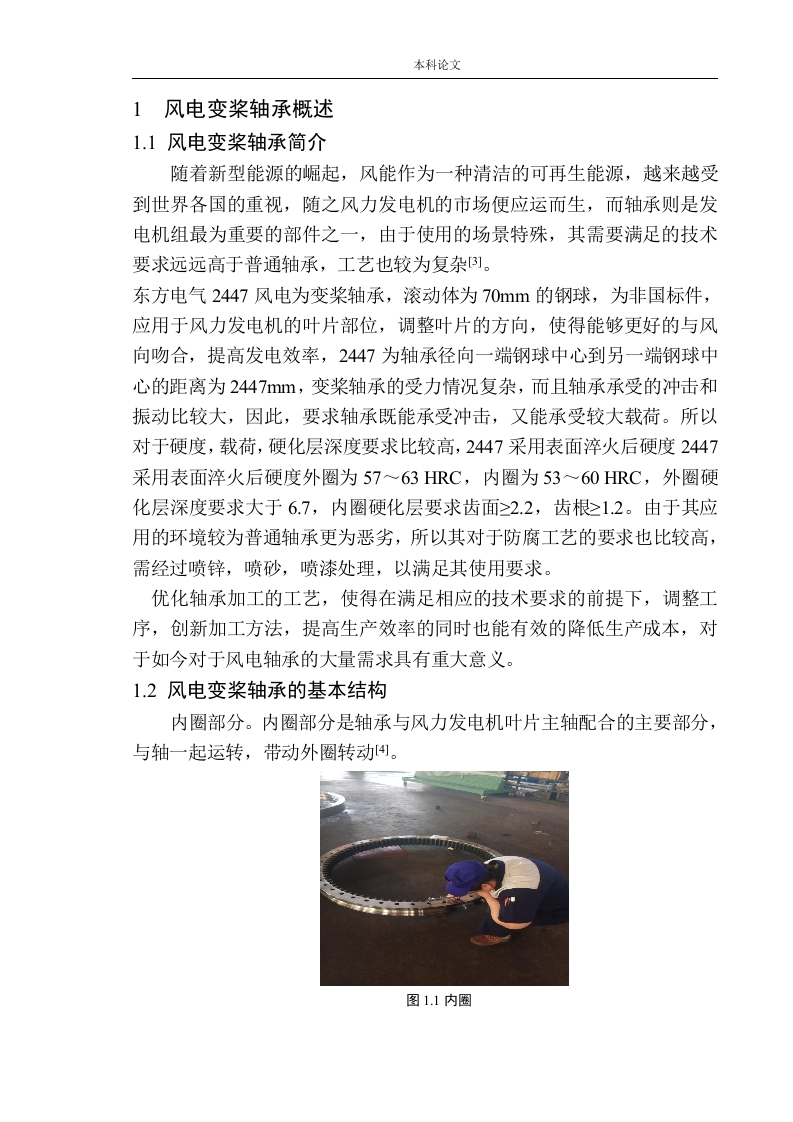
东方电气2447风电变桨轴承属于非标件,其滚动体为直径70mm的钢球,安装于风力发电机的叶片部位,用于调整叶片角度以更好地匹配风向,从而提高发电效率。该轴承型号中的“2447”指轴承径向一端钢球中心到另一端钢球中心的距离为2447mm。变桨轴承受力情况复杂,需承受较大的冲击与振动载荷,因此对硬度、承载能力及硬化层深度提出了较高要求。
在内外圈加工工艺中,该轴承采用表面淬火处理。外圈淬火后硬度要求达到57~63HRC,内圈淬火后硬度要求达到53~60HRC。硬化层深度方面,外圈要求大于6.7mm,内圈齿面硬化层深度要求大于2.2mm,齿根硬化层深度要求大于1.2mm。由于应用环境比普通轴承更为恶劣,该轴承对防腐工艺的要求也更高,需依次经过喷锌、喷砂、喷漆处理,以满足长期户外使用的防腐蚀需求。
综上所述,东方电气2447风电变桨轴承内外圈加工工艺设计,重点围绕表面淬火硬度控制、硬化层深度保障以及多层防腐处理展开。该工艺方案有效解决了非标大尺寸轴承在恶劣工况下的强度与耐久性问题,为风电轴承的国产化制造提供了可靠的技术路径。
文档可解决的实际问题:针对非标风电变桨轴承加工难度大、技术要求高的痛点,提供内外圈热处理与防腐工艺的具体参数与优化方案,为同类轴承国产化设计与制造提供工艺参考。
随着中国风电行业的高速发展,风力发电设备对轴承性能的要求显著提升。风电变桨轴承工作环境恶劣,维修成本高昂,且对使用寿命有极高要求,其技术复杂度使其成为风电装备国产化中难度最大的部件之一。经过行业持续的技术攻关与规模化发展,中国风电轴承在产品质量与技术层面已取得突破性进展。
东方电气2447风电变桨轴承属于非标件,其滚动体为直径70mm的钢球,安装于风力发电机的叶片部位,用于调整叶片角度以更好地匹配风向,从而提高发电效率。该轴承型号中的“2447”指轴承径向一端钢球中心到另一端钢球中心的距离为2447mm。变桨轴承受力情况复杂,需承受较大的冲击与振动载荷,因此对硬度、承载能力及硬化层深度提出了较高要求。
在内外圈加工工艺中,该轴承采用表面淬火处理。外圈淬火后硬度要求达到57~63HRC,内圈淬火后硬度要求达到53~60HRC。硬化层深度方面,外圈要求大于6.7mm,内圈齿面硬化层深度要求大于2.2mm,齿根硬化层深度要求大于1.2mm。由于应用环境比普通轴承更为恶劣,该轴承对防腐工艺的要求也更高,需依次经过喷锌、喷砂、喷漆处理,以满足长期户外使用的防腐蚀需求。
综上所述,东方电气2447风电变桨轴承内外圈加工工艺设计,重点围绕表面淬火硬度控制、硬化层深度保障以及多层防腐处理展开。该工艺方案有效解决了非标大尺寸轴承在恶劣工况下的强度与耐久性问题,为风电轴承的国产化制造提供了可靠的技术路径。
第1页 / 共42页
第2页 / 共42页
第3页 / 共42页
第4页 / 共42页
第5页 / 共42页
第6页 / 共42页
第7页 / 共42页
第8页 / 共42页
试读已结束,还剩34页,您可下载完整版后进行离线阅读
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END





暂无评论内容