主要内容
预览文档 Q235与16Mn钢焊接工艺研究论文正文
文档类型:学术论文
适用人群:焊接工程师、材料研究人员、机械制造从业者、钢结构施工技术人员
文档解决的实际问题:该论文系统对比了Q235钢与16Mn钢的物理性质、化学成分及焊接性差异,详细阐述了手工电弧焊、二氧化碳气体保护焊、埋弧焊三种焊接方法的工艺参数与操作要领,并提供了超声波检测与磁粉检测的无损检测方案,为异种钢焊接工艺选择和质量控制提供直接参考。
--
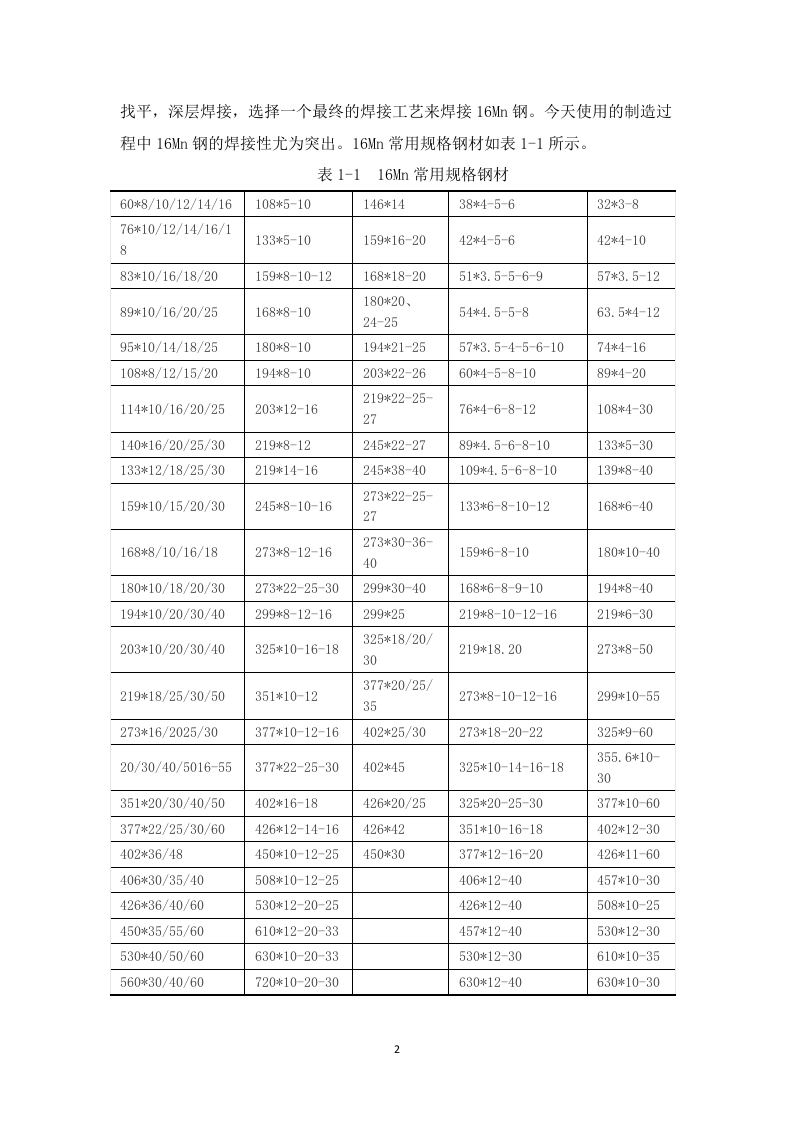
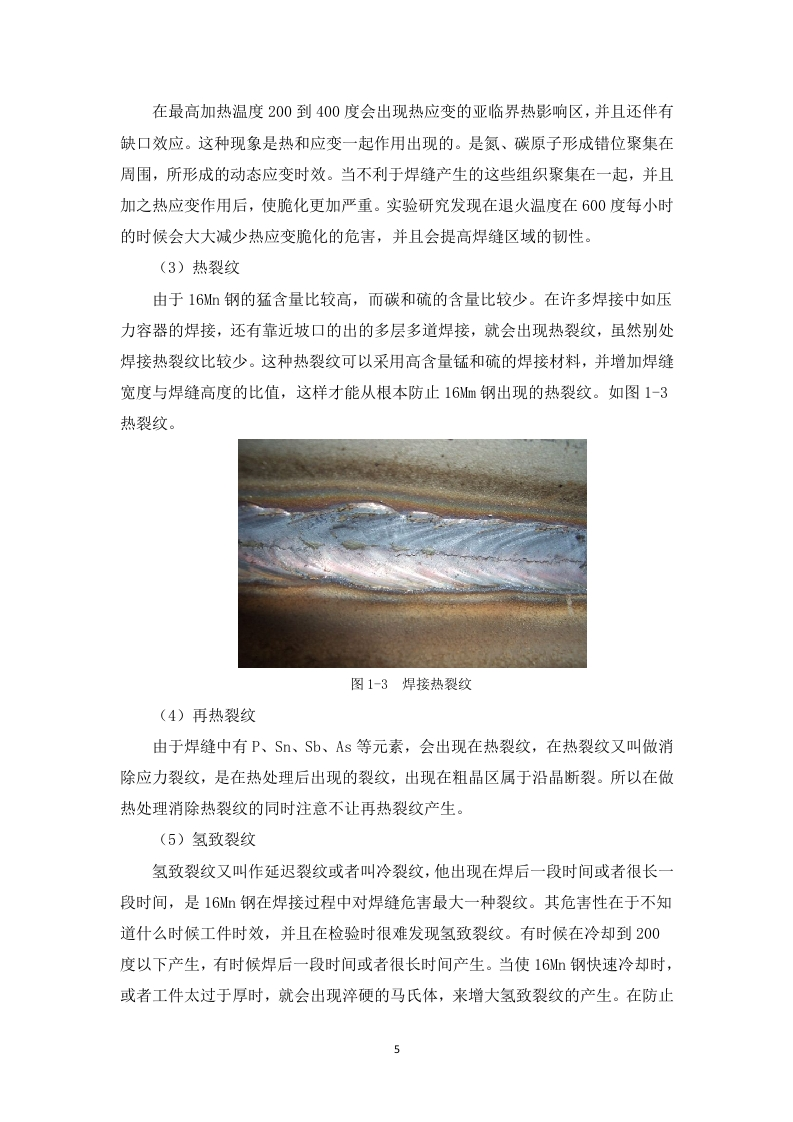
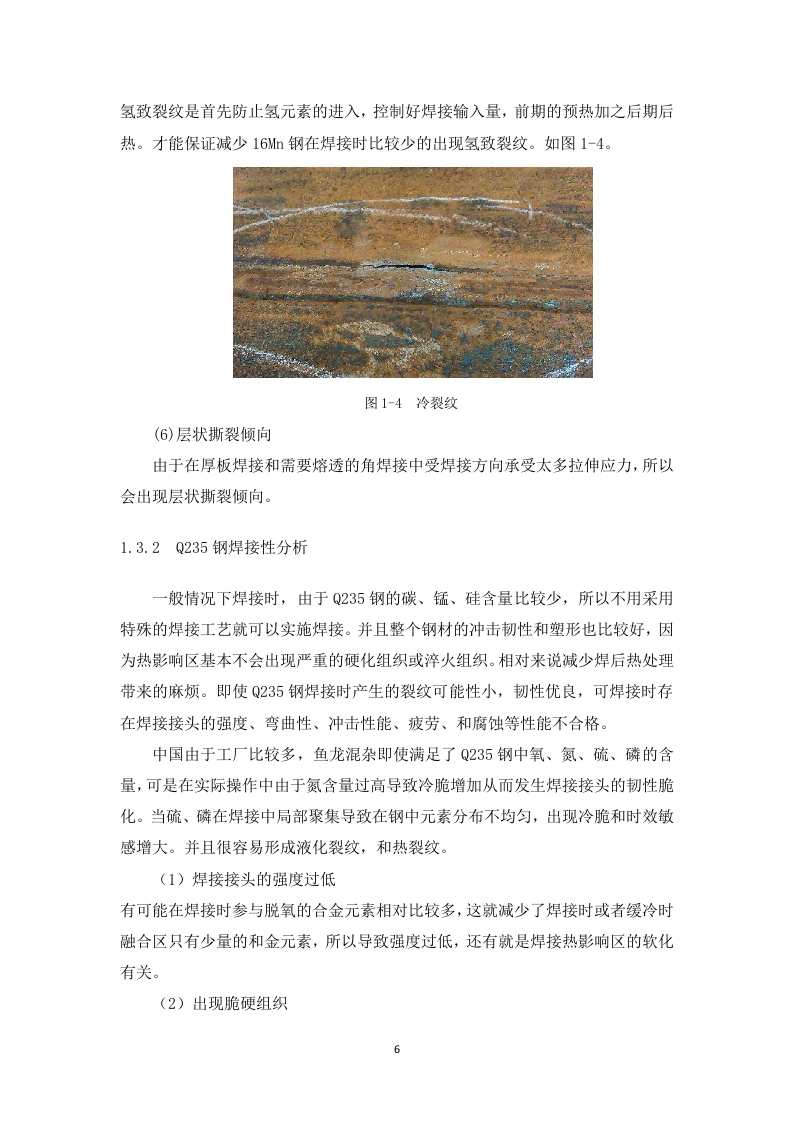
第一章至第二章:论文首先介绍了16Mn钢与Q235钢的物理性质与化学成分,指出16Mn钢强度较高、焊接性稍差,而Q235钢塑性好、焊接性优良。随后分别对两种钢材进行焊接性分析,明确16Mn钢需预热、控制热输入,Q235钢则无需特殊处理。在此基础上,论文详细列出了手工电弧焊、二氧化碳气体保护焊、埋弧焊三种方法的焊接参数,包括焊条型号、电流、电压、焊接速度等关键数据,并针对16Mn与Q235异种钢焊接给出了具体工艺建议,如选用低氢型焊条E5015、控制层间温度、采用多层多道焊等。
第三章:论文聚焦无损检测,涵盖超声波检测与磁粉检测。超声波检测部分介绍了试块要求与操作流程,磁粉检测则重点描述了16Mn与Q235钢板缺陷的磁痕特征,并给出了磁粉探伤的质量评定等级,为焊接缺陷判定提供依据。
结论:论文总结指出,16Mn与Q235钢焊接时,手工电弧焊宜选用E5015焊条并预热至100℃以上,二氧化碳气体保护焊需选用H08Mn2SiA焊丝并控制气体流量,埋弧焊则推荐H08A焊丝配合HJ431焊剂。三种方法均能获得合格接头,但需根据板厚、工况合理选择工艺参数。无损检测中,超声波检测适用于内部缺陷,磁粉检测适用于表面及近表面缺陷,两者结合可有效保证焊接质量。
该论文内容完整、数据详实,可直接用于指导实际生产中的异种钢焊接工艺制定与质量检验。
文档类型:学术论文
适用人群:焊接工程师、材料研究人员、机械制造从业者、钢结构施工技术人员
文档解决的实际问题:该论文系统对比了Q235钢与16Mn钢的物理性质、化学成分及焊接性差异,详细阐述了手工电弧焊、二氧化碳气体保护焊、埋弧焊三种焊接方法的工艺参数与操作要领,并提供了超声波检测与磁粉检测的无损检测方案,为异种钢焊接工艺选择和质量控制提供直接参考。
--
第一章至第二章:论文首先介绍了16Mn钢与Q235钢的物理性质与化学成分,指出16Mn钢强度较高、焊接性稍差,而Q235钢塑性好、焊接性优良。随后分别对两种钢材进行焊接性分析,明确16Mn钢需预热、控制热输入,Q235钢则无需特殊处理。在此基础上,论文详细列出了手工电弧焊、二氧化碳气体保护焊、埋弧焊三种方法的焊接参数,包括焊条型号、电流、电压、焊接速度等关键数据,并针对16Mn与Q235异种钢焊接给出了具体工艺建议,如选用低氢型焊条E5015、控制层间温度、采用多层多道焊等。
第三章:论文聚焦无损检测,涵盖超声波检测与磁粉检测。超声波检测部分介绍了试块要求与操作流程,磁粉检测则重点描述了16Mn与Q235钢板缺陷的磁痕特征,并给出了磁粉探伤的质量评定等级,为焊接缺陷判定提供依据。
结论:论文总结指出,16Mn与Q235钢焊接时,手工电弧焊宜选用E5015焊条并预热至100℃以上,二氧化碳气体保护焊需选用H08Mn2SiA焊丝并控制气体流量,埋弧焊则推荐H08A焊丝配合HJ431焊剂。三种方法均能获得合格接头,但需根据板厚、工况合理选择工艺参数。无损检测中,超声波检测适用于内部缺陷,磁粉检测适用于表面及近表面缺陷,两者结合可有效保证焊接质量。
该论文内容完整、数据详实,可直接用于指导实际生产中的异种钢焊接工艺制定与质量检验。
第1页 / 共32页
第2页 / 共32页
第3页 / 共32页
第4页 / 共32页
第5页 / 共32页
第6页 / 共32页
第7页 / 共32页
第8页 / 共32页
试读已结束,还剩24页,您可下载完整版后进行离线阅读
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END





暂无评论内容