主要内容
预览文档 文档类型:毕业论文/技术研究报告
适用人群:建筑工程专业学生、钢结构施工技术人员、项目质量管理人员、工程监理人员
文档核心内容:
该研究以阔汇公司1号楼项目为案例,系统分析了钢结构施工中出现的焊缝开裂、焊缝表面凹槽、涂装脱皮起锈三类质量问题,并从焊接工艺、焊缝处理、防腐涂装三个维度提出具体解决措施与预防方案。全文涵盖钢结构定义特点、施工流程、质量控制要点等基础理论,结合工程实际总结出可复用的质量改进方法。
可解决的实际问题:
帮助工程人员识别钢结构施工中常见质量缺陷的成因,提供焊缝裂缝修复、焊缝凹槽处理、涂装脱皮补救等具体操作方案,同时给出预防同类问题的工艺控制要点,适用于钢结构厂房施工的质量管控与问题整改。
正文内容:
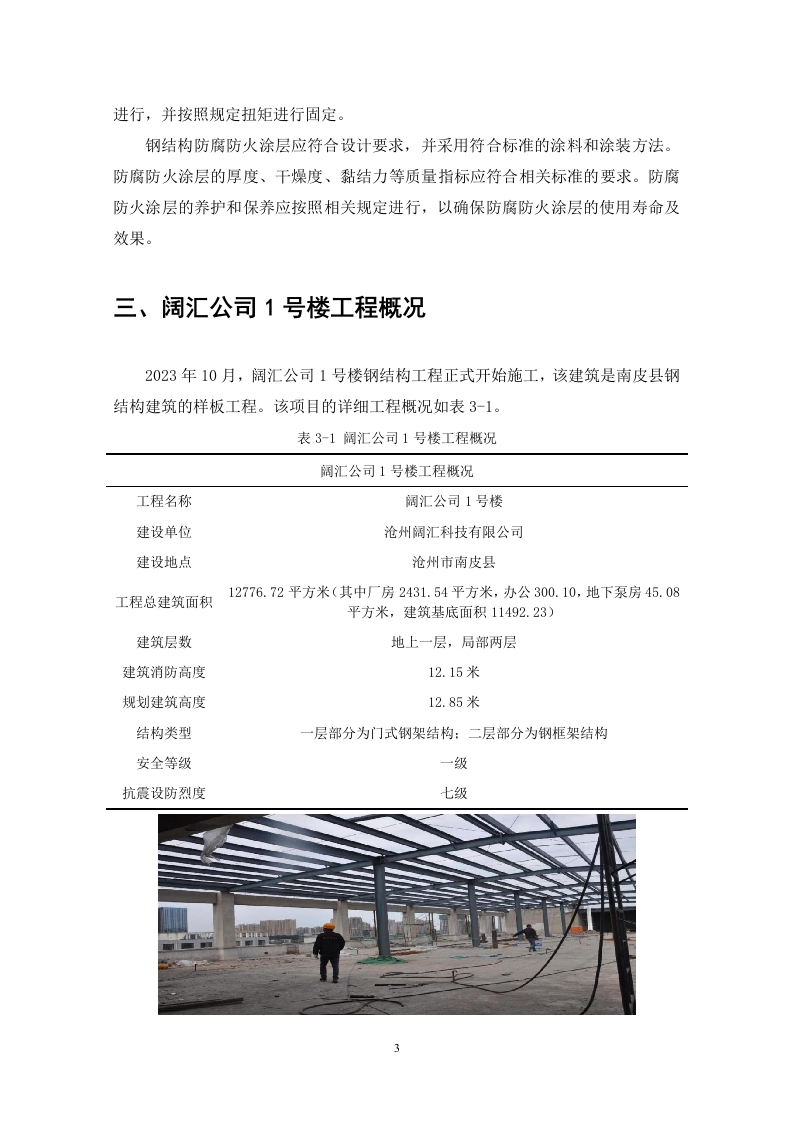
钢结构凭借自重轻、强度高、抗震性能好、施工速度快等优势,在厂房建筑中得到广泛应用。阔汇公司1号楼项目采用钢结构主体,但在施工过程中出现了焊缝开裂、焊缝表面凹槽、涂装脱皮起锈等质量问题,直接影响结构安全与使用寿命。该研究针对这些问题展开分析,并提出系统性的解决措施。
焊缝开裂是该项目最突出的质量问题。现场出现的焊缝裂缝主要分布在焊接接头处,部分裂缝已延伸至母材区域。产生原因包括焊接参数设置不当、焊前预热温度不足、焊接顺序不合理、焊条未按规定烘干等。对于已经出现裂缝的部位,需要先查明裂缝范围,采用碳弧气刨或砂轮打磨清除裂纹,然后重新进行预热焊接,焊接完成后进行无损检测确认质量。预防焊缝开裂的措施包括严格控制焊接电流与电压、确保焊条烘干温度和时间、对厚板构件进行焊前预热、合理安排焊接顺序以减少应力集中。
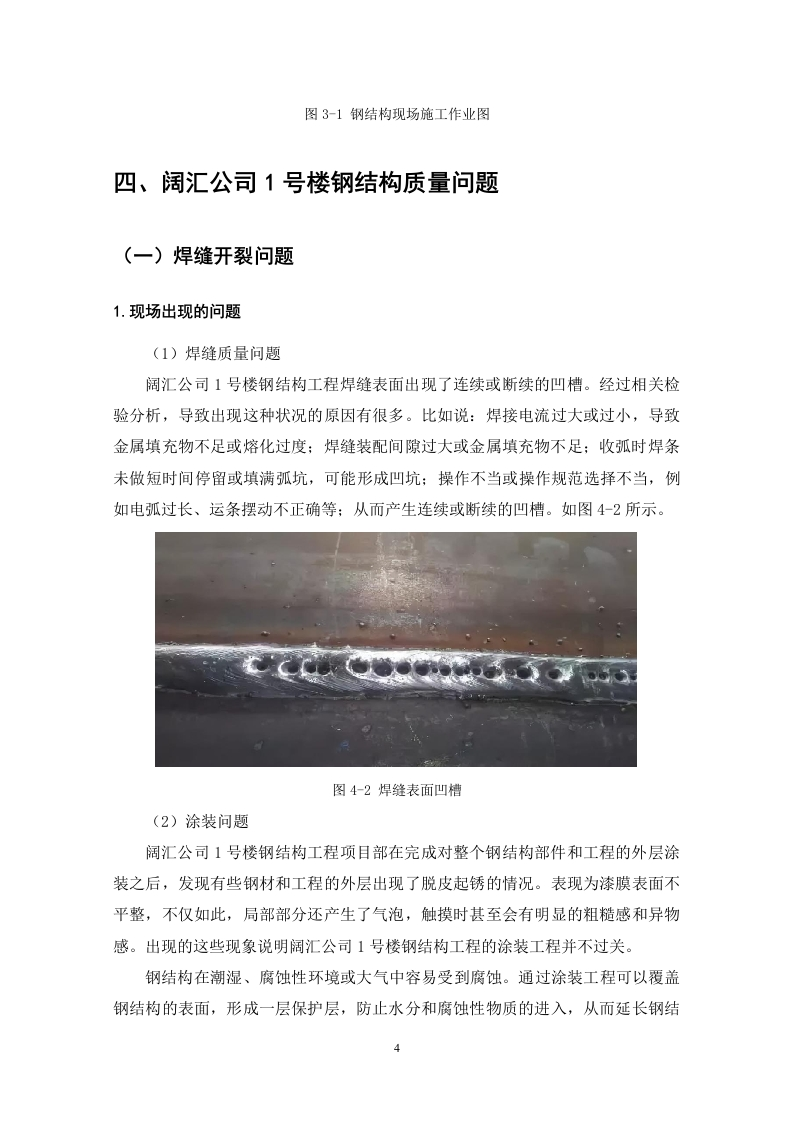
焊缝表面存在连续或断续凹槽是另一类常见问题。凹槽通常出现在焊缝与母材的交界处,深度可达1至3毫米。产生原因主要是焊接速度过快、焊条角度不当、电弧过长或焊接电流偏大。对于已经形成的凹槽,需要采用手工电弧焊进行补焊,补焊前清理凹槽内的焊渣和氧化物,补焊后打磨平整。预防凹槽的措施包括控制焊接速度在合理范围、保持焊条与工件夹角在70至80度、采用短弧焊接、定期检查焊接设备参数稳定性。
涂装工程出现脱皮起锈问题同样需要重视。该项目部分钢构件在涂装完成后三个月内出现涂层起泡、剥落和锈蚀现象。原因分析表明,除锈不彻底、表面清洁度不达标、涂层厚度不均匀、施工环境湿度超标是主要诱因。对于已经脱皮起锈的部位,需要彻底铲除失效涂层,重新进行喷砂除锈至Sa2.5级标准,在4小时内涂刷底漆,待底漆干燥后涂刷中间漆和面漆,每道涂层厚度控制在30至50微米。预防涂装脱皮起锈的措施包括严格控制除锈等级、确保表面无油污和水分、施工环境湿度低于75%、采用湿膜测厚仪实时监控涂层厚度。
结论与建议:
该研究通过分析阔汇公司1号楼项目钢结构施工中的焊缝开裂、焊缝凹槽、涂装脱皮起锈三类质量问题,明确了焊接参数控制不当、除锈不彻底、涂装环境超标是问题的主要成因。提出的裂缝清除重焊、凹槽补焊打磨、涂层铲除重涂等解决措施,以及预热控制、速度优化、除锈等级管理等预防方案,已在该项目后续施工中验证有效。建议同类工程在施工前编制专项质量控制方案,重点监控焊接工艺参数和涂装环境条件,定期开展无损检测和涂层厚度检测,确保钢结构施工质量符合设计要求。
文档评价:
该研究紧密结合工程实际,问题分析具体、措施可操作性强,对钢结构厂房施工中的典型质量缺陷提供了从诊断到修复的完整解决方案。理论部分与案例部分衔接自然,数据描述准确,适合作为施工技术交底资料或质量问题整改参考。
使用建议:
建议施工技术人员重点阅读焊缝开裂和涂装脱皮部分的解决措施,结合现场实际情况调整焊接参数和涂装工艺。质量管理人员可参照预防措施清单制定日常巡检要点,将焊缝无损检测和涂层厚度检测纳入关键工序验收环节。学生读者可关注钢结构质量问题的分析思路,学习如何从工艺、环境、操作等多角度排查缺陷成因。
适用人群:建筑工程专业学生、钢结构施工技术人员、项目质量管理人员、工程监理人员
文档核心内容:
该研究以阔汇公司1号楼项目为案例,系统分析了钢结构施工中出现的焊缝开裂、焊缝表面凹槽、涂装脱皮起锈三类质量问题,并从焊接工艺、焊缝处理、防腐涂装三个维度提出具体解决措施与预防方案。全文涵盖钢结构定义特点、施工流程、质量控制要点等基础理论,结合工程实际总结出可复用的质量改进方法。
可解决的实际问题:
帮助工程人员识别钢结构施工中常见质量缺陷的成因,提供焊缝裂缝修复、焊缝凹槽处理、涂装脱皮补救等具体操作方案,同时给出预防同类问题的工艺控制要点,适用于钢结构厂房施工的质量管控与问题整改。
正文内容:
钢结构凭借自重轻、强度高、抗震性能好、施工速度快等优势,在厂房建筑中得到广泛应用。阔汇公司1号楼项目采用钢结构主体,但在施工过程中出现了焊缝开裂、焊缝表面凹槽、涂装脱皮起锈等质量问题,直接影响结构安全与使用寿命。该研究针对这些问题展开分析,并提出系统性的解决措施。
焊缝开裂是该项目最突出的质量问题。现场出现的焊缝裂缝主要分布在焊接接头处,部分裂缝已延伸至母材区域。产生原因包括焊接参数设置不当、焊前预热温度不足、焊接顺序不合理、焊条未按规定烘干等。对于已经出现裂缝的部位,需要先查明裂缝范围,采用碳弧气刨或砂轮打磨清除裂纹,然后重新进行预热焊接,焊接完成后进行无损检测确认质量。预防焊缝开裂的措施包括严格控制焊接电流与电压、确保焊条烘干温度和时间、对厚板构件进行焊前预热、合理安排焊接顺序以减少应力集中。
焊缝表面存在连续或断续凹槽是另一类常见问题。凹槽通常出现在焊缝与母材的交界处,深度可达1至3毫米。产生原因主要是焊接速度过快、焊条角度不当、电弧过长或焊接电流偏大。对于已经形成的凹槽,需要采用手工电弧焊进行补焊,补焊前清理凹槽内的焊渣和氧化物,补焊后打磨平整。预防凹槽的措施包括控制焊接速度在合理范围、保持焊条与工件夹角在70至80度、采用短弧焊接、定期检查焊接设备参数稳定性。
涂装工程出现脱皮起锈问题同样需要重视。该项目部分钢构件在涂装完成后三个月内出现涂层起泡、剥落和锈蚀现象。原因分析表明,除锈不彻底、表面清洁度不达标、涂层厚度不均匀、施工环境湿度超标是主要诱因。对于已经脱皮起锈的部位,需要彻底铲除失效涂层,重新进行喷砂除锈至Sa2.5级标准,在4小时内涂刷底漆,待底漆干燥后涂刷中间漆和面漆,每道涂层厚度控制在30至50微米。预防涂装脱皮起锈的措施包括严格控制除锈等级、确保表面无油污和水分、施工环境湿度低于75%、采用湿膜测厚仪实时监控涂层厚度。
结论与建议:
该研究通过分析阔汇公司1号楼项目钢结构施工中的焊缝开裂、焊缝凹槽、涂装脱皮起锈三类质量问题,明确了焊接参数控制不当、除锈不彻底、涂装环境超标是问题的主要成因。提出的裂缝清除重焊、凹槽补焊打磨、涂层铲除重涂等解决措施,以及预热控制、速度优化、除锈等级管理等预防方案,已在该项目后续施工中验证有效。建议同类工程在施工前编制专项质量控制方案,重点监控焊接工艺参数和涂装环境条件,定期开展无损检测和涂层厚度检测,确保钢结构施工质量符合设计要求。
文档评价:
该研究紧密结合工程实际,问题分析具体、措施可操作性强,对钢结构厂房施工中的典型质量缺陷提供了从诊断到修复的完整解决方案。理论部分与案例部分衔接自然,数据描述准确,适合作为施工技术交底资料或质量问题整改参考。
使用建议:
建议施工技术人员重点阅读焊缝开裂和涂装脱皮部分的解决措施,结合现场实际情况调整焊接参数和涂装工艺。质量管理人员可参照预防措施清单制定日常巡检要点,将焊缝无损检测和涂层厚度检测纳入关键工序验收环节。学生读者可关注钢结构质量问题的分析思路,学习如何从工艺、环境、操作等多角度排查缺陷成因。
第1页 / 共15页
第2页 / 共15页
第3页 / 共15页
第4页 / 共15页
第5页 / 共15页
第6页 / 共15页
第7页 / 共15页
试读已结束,还剩8页,您可下载完整版后进行离线阅读
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END




项目总承包管理组织方案-c9a0040014-docx-1.webp)

暂无评论内容