第1页 / 共96页
第2页 / 共96页
第3页 / 共96页
第4页 / 共96页
第5页 / 共96页
第6页 / 共96页
第7页 / 共96页
第8页 / 共96页
试读已结束,还剩88页,您可下载完整版后进行离线阅读
付费资源
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END
文档类型:论文/报告(第一章绪论)
适配人群:航空发动机与燃气轮机热防护领域的研究人员、工程师、相关专业学生
文档核心价值:系统阐述热障涂层技术的结构组成、制备方法及其在高温合金防护中的关键作用,帮助读者快速理解该技术如何解决高温力学性能与耐腐蚀性之间的矛盾,为工程应用与学术研究提供基础参考。
--
热障涂层技术是提升燃气轮机与航空发动机热效率的核心手段之一。通过在高温合金表面制备厚度超过1毫米的涂层,可大幅提高热效率,同时降低冷却热端部件所需的气体流量。过去四十年中,航空涡轮发动机领域一直依赖该技术,以抵抗合金自身难以承受的高温强腐蚀服役环境。
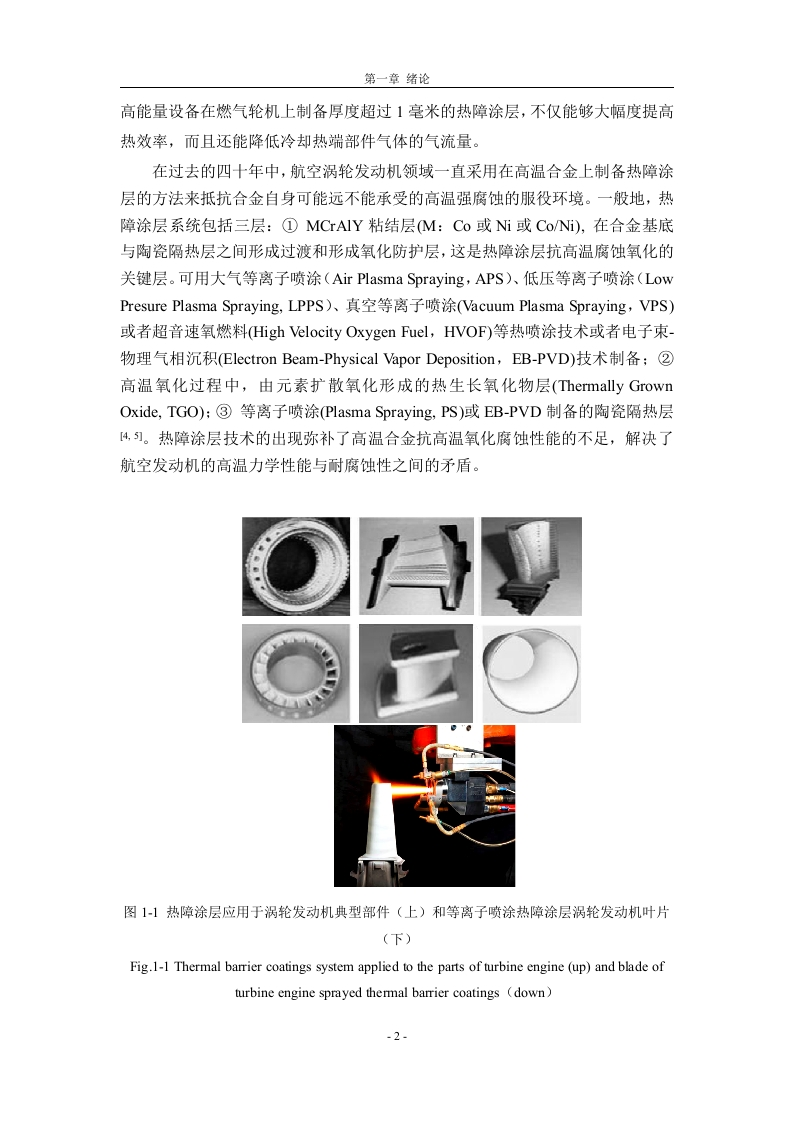
热障涂层系统通常包含三层结构。第一层为MCrAlY粘结层(M代表Co、Ni或CoNi),它位于合金基底与陶瓷隔热层之间,起到过渡和形成氧化防护层的作用,是抗高温腐蚀氧化的关键层。该层可通过大气等离子喷涂(APS)、低压等离子喷涂(LPPS)、真空等离子喷涂(VPS)、超音速氧燃料喷涂(HVOF)或电子束-物理气相沉积(EB-PVD)等技术制备。第二层是热生长氧化物层(TGO),由高温氧化过程中元素扩散氧化形成。第三层为陶瓷隔热层,采用等离子喷涂(PS)或EB-PVD技术制备。
热障涂层技术的出现弥补了高温合金抗高温氧化腐蚀性能的不足,有效解决了航空发动机高温力学性能与耐腐蚀性之间的矛盾。该技术已在涡轮发动机典型部件及叶片上得到广泛应用,成为现代热端部件防护不可或缺的解决方案。






暂无评论内容